|
Cutting fluids are very important in machining processes. They are used to reduce the effects of friction. They are also used to carry away heat in machining operations. Excessive heat can damage the microstructure of metals. Proper use of coolants can make higher metal removal rates possible. Coolants can also help improve part quality and dimensional accuracy. The student will be able to:
There is a wide variety of cutting fluids available today. Many new coolants have been developed to meet the needs of new materials, new cutting tools, and new coatings on cutting tools. The goal of machining operations must be to improve productivity and reduce costs. This is accomplished by machining at the highest practical speed while maintaining practical tool life, reducing scrap, and producing parts with the desired surface quality. Proper selection and use of cutting fluids can help achieve all of these goals. In machining almost all of the energy expended in cutting is transformed into heat. The deformation of the metal to create chips and the friction of the chip sliding across the cutting tool produce heat. The primary function of cutting fluids is to cool the tool, work piece, and chip, reduce friction at the sliding contacts, and prevent or reduce the welding or adhesion on the contact edges that causes a built-up edge on the cutting tool or insert. Cutting fluids also help prevent rust and corrosion and flush chips away. Most shops try to reduce the number of different types of fluids that they keep in stock. They try to stock fluids that have long-life, do not need to be changed constantly, don’t smoke in use, and don’t cause skin irritation. One large consideration is disposal. It is very costly to dispose of cutting fluids.
Cooling Machining operations create heat. This heat must be removed from the process. The chip helps carry away heat from the tool and work piece. Coolant takes heat from the chips tool, and work piece. To be effective the fluid must be able to transfer heat very rapidly. The fluid absorbs the heat and carries it away. Lubrication In a typical machining operation, two-thirds of the heat is created by the resistance of the work piece atoms to being sheared. The friction of the chip sliding over the cutting tool face creates the other one-third of the heat. Cutting fluid with good lubrication qualities can reduce the friction of the chip sliding over the tool face. The lubrication actually changes the shear angle, which reduces the shear path and produces a thinner chip. Good lubrication also reduces internal friction and heat through less molecular disturbance. Benefits - Effective use of coolants
Cutting fluids can be broken into four main categories: straight cutting oils, water miscible fluids, gasses, and paste or solid lubricants. Two of the three (chemical-based and emulsions) are primarily water. Water quality has a large effect on the coolant. Water that is very hard (high mineral content) can cause rust, stains, and corrosion of machines and work pieces. Water can be deionized to remove the impurities and minerals. Water is the best fluid for cooling. It has the best ability to carry heat away. Water, however, is a very poor lubricant and causes rust. Oil is great for lubrication but very poor for cooling. Oil is also flammable. You can see that water and oil have some great strengths but also some great weaknesses. If water and oil are combined, we get the best of both and minimize the weaknesses. Water-soluble fluids have been developed that have good lubrication, cooling ability and rust and corrosion resistance. These fluids are usually mixed in the shop. It is crucial that the mixing directions and concentrations are followed very closely to get the maximum benefit from the coolant.
Emulsions Emulsion is a term that describes soluble oils. An emulsion is a suspension of oil droplets in water. Soluble oils are mineral oils that contain emulsifiers. Emulsifiers are soap-like materials that allow the oil to mix with water. Emulsions (soluble oils) when mixed with water produce a milky white coolant. Lean concentrations (more water-less oil) provide better cooling but less lubrication. Rich concentrations (less water- more oil) have better lubrication qualities but poorer cooling. There are different types of soluble cutting fluids available including extreme pressure soluble oils. These should be used for extreme machining conditions where it is necessary to reduce friction where the tool and work piece contact each other. Chemical Fluids Chemical coolants are also miscible cutting fluids. Chemical cutting fluids are pre-concentrated emulsions that contain very little oil. Chemical fluids mix very easily with water. The chemical components in the fluid are used to enhance the lubrication, bacterial control, rust, and corrosion characteristics. There are several types of chemical coolants available, including coolants for extreme cutting conditions. Inactive chemical cutting fluids are usually clear fluids with high rust inhibition, high cooling, and low lubrication qualities. Active chemical fluids include wetting agents. They have excellent rust inhibition and moderate lubrication and cooling properties. Some contain sulfur or chlorine additives for extreme pressure cutting applications. Semi-chemical Coolants Semi-chemical fluids are a combination of a chemical fluid and an emulsion. They have a lower oil content but more emulsifier. This makes the oil droplets much smaller. They have moderate lubrication and cooling and high rust inhibition properties. Sulfur, chlorine, and phosphorous are sometimes added to improve the extreme pressure characteristics. Straight Cutting Oils Straight cutting oils are not mixed with water. Cutting oils are generally mixtures of mineral oil and animal, vegetable, or marine oils to improve the wetting and lubricating properties. Sulfur, chlorine, and phosphorous compounds are sometimes added to improve the lubrication qualities of the fluid for extreme pressure applications. There are two main types of straight oils: active and inactive. Inactive Straight Cutting Oils Inactive oils contain sulfur that is very firmly attached to the oil. Very little sulfur is released in the machining process to react with the work piece. Mineral oils are an example of straight oils. Mineral oils provides excellent lubrication, but are not very good at heat dissipation (removing heat from the cutting tool and work piece). Mineral oils are particularly suited to nonferrous materials, such as aluminum, brass, and magnesium. Blends of mineral oils are also used in grinding operations to produce high surface finishes on ferrous and nonferrous materials. Active Straight Cutting Oils Active oils contain sulfur that is not firmly attached to the oil. The sulfur is released during the machining operation to react with the work piece. These oils have good lubrication and cooling properties. Special blends with higher sulfur content are available for heavy duty machining operations. They are recommended for tough low carbon and chrome-alloy steels. They are widely used in thread cutting. They are also good for grinding as they help prevent the grinding wheel from loading up. This increases the life of the grinding wheel. Gasses Cutting oils and water miscible types of cutting fluids are the most widely used. Gasses are sometimes use. Compressed air and inert gasses are sometimes used. Carbon dioxide, Freon, and nitrogen are also used sometimes. Paste and Solid Lubricants Waxes, pastes, soaps, graphite, and molybdenum disulfide may be used. These are generally applied directly to the work piece or tool, or in some cases, impregnated directly into a tool, such as a grinding wheel. One example would be lard. Many experienced journeymen recommend lard for tapping.
The coolant should be aimed at the area where the tool contacts the work. It should be flooded so that as much fluid as possible reaches the cutting edges. The operator should withdraw the tool occasionally to remove the chips. The best method is the use of tools that have integral oil holes. This means that various tools are available that feed the coolant through the tool and directly to the cutting edge (see Figure 1). This also helps wash the chips out of the hole.
Two nozzles should be used whenever possible in milling operations. One nozzle should be in front of the cutter and one behind. Together they cool the tool and the work piece and wash the chips away.
In a turning operation, the coolant must be supplied to the area where the chip is being produced. For turning and facing operations, the nozzle should be directed so that the coolant is supplied directly over the tool. In heavy-duty cutting, two nozzles would be advisable, one above and one below the tool (see Figure 2).
Grinding produces a great deal of heat because the wheel contains thousands of small cutting edges, each producing heat as it cuts. Flood coolant is most appropriate when grinding. When possible, use two nozzles for flood coolant, one on the left and one on the right of the wheel. Keep the nozzles as close to the work as possible. It is recommended that you use a dummy block on the side of the workpiece. This helps get an adequate supply of coolant to the work at the start of the cut.
In cylindrical grinding, a fan-shaper nozzle that is slightly wider than the wheel should be used. This assures that the entire grinding surface is flooded. When internal grinding, the wheel should be as large as possible. The wheel should be approximately 75% of the diameter of the hole in the workpiece. This does not allow much room to get coolant into the bore. Make sure that an adequate amount of coolant flows into the bore.
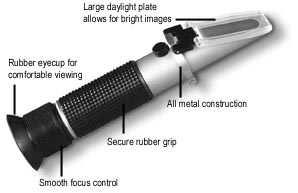
Maintain the coolant system correctly during and after mixing. Be sure to allow for evaporation. To mix coolants, in a separate pail, add the desired amount of water. Next add the desired amount of coolant. Pour the diluted mixture into the machine sump. Remove floating tramp oils regularly. These oils cut off oxygen from the coolant, and some may mix with the coolant, reducing its effectiveness. Hydraulic fluids and other oils are major contributors to rancidity. An oil skimmer will remove these oils efficiently, extending the sump life. Keep the dirt levels low. This is particularly true in grinding applications because high swarf promotes bacteria growth and leads to a poor finish. Keep foreign matter out of the coolant in the sump. Cigarette butts and similar trash will foul the coolant and clog the system. Try to aerate the coolant when not in use so that the biocides can do their job. Test and evaluate coolants on an ongoing basis. By using a refractometer (Figure 5), checking coolant dilution levels is quick and easy. Refractometers are hand held, lightweight, portable instruments used to determine the concentration of water soluble fluids, such as machine tool coolants, heat treating fluids, hydraulic fluids, plating baths, detergents, antifreeze, battery acid, and bodily fluids.
Refractometers are very easy to use. Just place a few drops of fluid on the prism and hold the unit up to a light source. Look into the eyepiece and read the scale. To calibrate, just make sure the prism is clean and place a few drops of tap water on the prism. The separation line should be on zero. If not, turn the adjustment screw until it is. Remember, refractometers read on a Brix scale not actual percent. To get the actual percentage you must multiply the refractometer reading by your coolant's refractive index (on product data sheet). With most soluble oils the index is 1, so a Ref. reading of 5 x index of 1 = 5% concentration. However, many semi-synthetics, synthetics, grinding fluids, and some soluble oils can have a refractive index from 1.5 to 3. So a Ref. reading of 5 x index of 1.75 = 8.75% concentration. This is most critical with solutions designed to be run at lower concentrations, which have high indexes.
Always dispose of coolants properly. With all coolants, consult your local, state or EPA regulatory office for guidelines. |